
什麼是塑膠射出原理?
什麼是"塑膠射出原理"?

原理很像製造巧克力 例如:
1(巧克力製程)混合:(塑膠射出製程)混合原料色母
2(巧克力製程)精煉:(塑膠射出製程)塑化混煉段
3(巧克力製程)調溫:(塑膠射出製程)塑化計量段
4(巧克力製程)成型:(塑膠射出製程)射出、保壓、冷卻
5(巧克力製程)熟成:(塑膠射出製程)後收縮1.5~2天 6(巧克力製程)
完成:(塑膠射出製程)包裝出廠

 (1) 塑膠粒預熱進料:將塑膠粒放入漏斗中,並且加溫預熱,可乾燥塑膠粒並節省熔化時間。
(1) 塑膠粒預熱進料:將塑膠粒放入漏斗中,並且加溫預熱,可乾燥塑膠粒並節省熔化時間。


 熔融的塑膠,被注射到模穴的過程中,其溫度、密度以及被壓縮量一直扮演著重要的互動關係。要掌握好射出工藝參數的設定要領,就必須先了解:充填 壓縮 保壓
熔融的塑膠,被注射到模穴的過程中,其溫度、密度以及被壓縮量一直扮演著重要的互動關係。要掌握好射出工藝參數的設定要領,就必須先了解:充填 壓縮 保壓
 高的射出壓力是不需要的,射出壓力,只是彌補射出速度的不足,強制將熔融膠料,注入未充滿的模腔,這不但增大了鎖模力,也使得製品內應力增大,脫模後,製品容易變形喔! 射出成型條件5大要素:溫度、壓力、速度、時間、位置
高的射出壓力是不需要的,射出壓力,只是彌補射出速度的不足,強制將熔融膠料,注入未充滿的模腔,這不但增大了鎖模力,也使得製品內應力增大,脫模後,製品容易變形喔! 射出成型條件5大要素:溫度、壓力、速度、時間、位置
 結論 大量生產塑膠零件,使用射出成型可說是非常經濟的,但是對於少量生產就不適合了,因為射出機及開模具的成本偏高, 不建議為了生產少量的零件而採用射出成型,單價將會十分昂貴的喔! 若是量大快速生產零件,則成本就可以分攤, 對於小型零件,一次更可以射出好幾個,十分地有經濟效益喔!
結論 大量生產塑膠零件,使用射出成型可說是非常經濟的,但是對於少量生產就不適合了,因為射出機及開模具的成本偏高, 不建議為了生產少量的零件而採用射出成型,單價將會十分昂貴的喔! 若是量大快速生產零件,則成本就可以分攤, 對於小型零件,一次更可以射出好幾個,十分地有經濟效益喔! 塑膠射出知識庫,今天就介紹到這裡,我們下次見,Bye~
塑膠射出知識庫,今天就介紹到這裡,我們下次見,Bye~
塑膠射出成型是一種將原料顆粒倒入射出成型機台中,經過料管加溫加壓使其成為熔融狀,
再注入鋼製模具中,待其冷卻後再將其從模具中取出得到塑膠成品的製程。

塑膠射出成型的製程可用來製作形體較為複雜的塑膠物件,如電子產品內部機構件、產品塑膠外殼,或是需絕緣的零件,如絕緣華司、不導電螺絲等產品。
射出成型的主要機制與流程,可以分成幾個部分,最普遍的螺桿式射出成型機為例子來說明:


(2) 熔化混合:把漏斗中的塑膠粒驅入加熱之圓管,利用活塞或者螺桿之前進,使的塑膠粒通過加熱管,在圓管內裝有分流梭(torpedo)或分散器( spreader),將熔融的塑膠推向加熱的筒壁,促使塑膠料完全熔化並且均勻混和。

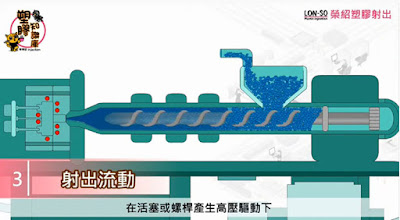
(3) 射出流動:熔化的塑膠在活塞或螺桿產生高壓驅動下,經由噴嘴(nuzzle)被射入閉合的模穴中。

(4) 壓縮保壓:射出後螺桿或活塞不會馬上收回,而會維持模穴內壓力,待澆口冷卻凝固後,才會回到原來位置。
(5) 模具冷卻:模具內有冷卻水道,可以冷卻射入模穴中的高溫熔融態塑膠,使其降低到具有足夠強度的溫度(塑膠的強度是溫度與時間的函數)。

(6) 開模頂出:待塑膠降低到適當溫度後,即可打開模具,進行頂出動作,取出成品。
(7) 後處理:將成品上的廢料剪除,或者進行其他整理修飾動作,組裝成品。




塑膠射出知識庫 我們下次見。
-------------------------------------------------
塑膠射出知識庫編輯:榮紹塑膠成型股份有限公司
材料介紹應用:https://www.lon-so.com/materials.htm
材料運用問題:https://www.lon-so.com/materials-10.htm
塑膠射出服務:https://www.lon-so.com/service.htm
facebook https://www.facebook.com/LonSoPlastic
instagram https://www.instagram.com/marketloso2016/
blogger https://loso-placticinjection.blogspot.com/
pixnet https://ppt.cc/feVKjx
電話諮詢:886-4-2686-2423
E-Mail:Lo-so@Lo-so.com
版權所有,禁止複製(All rights reserved, copying is prohibited)


留言
張貼留言